| | Das Walzrichten
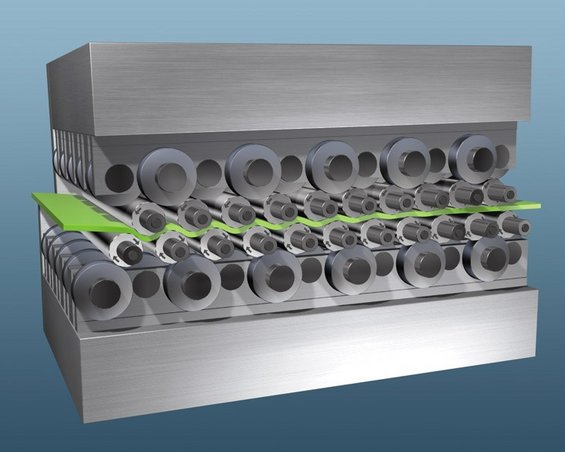
Beim Walzenrichten durchläuft ein Blech mehrere aufeinanderfolgende Wechselbiegungen. Vom Einlauf bis zum Auslauf der Maschine sind die Richtwalzen versetzt angeordnet. Dadurch taucht eine Walze immer zwischen den beiden gegenüberliegenden Richtwalzen ein. An den ersten Richtwalzen sind die Wechselbiegungen stark und werden zum Auslauf hin immer schwächer. Der Verlauf der Biegungen ähnelt so einer abklingenden Sinuskurve. Durch die elastisch-plastischen Wechselbiegungen und die stetige Verringerung der Umformung entsteht ein ebenes und vor allem spannungsfreies Blechteil.
Moderne servo-hydraulische Präzisionsrichtmaschinen wie Sie bei uns eingesetzt werden, heben sich durch folgende Merkmale von einfachen mechanischen Richtmaschinen ab:
Bei variierendem Querschnitt des Richtgutes treten unterschiedliche Richtkräfte in der Maschine auf. Die hydraulische Richtspaltregelung erkennt die sich ändernden Kräfte und wirkt in Sekundenbruchteilen dagegen. Der Richtspalt wird somit konstant gehalten. Ein gleichbleibender Richtspalt ist für konstant gute und reproduzierbare Richtergebnisse unerlässlich, vor allem bei ovalen Formen und Ausschnitten im Richtgut.
Häufige Fragen
Welchen Vorteil hat das Walzenrichten gegenüber anderen Verfahren?
Das Walzenrichten ist im Vergleich zu anderen Methoden ein einfaches und schnelles Verfahren, um ebene Teile, Bleche oder Bänder mit hoher Genauigkeit zu erhalten. War früher, zum Beispiel das Handrichten nur den erfahrenen und meist dienstältesten Mitarbeitern vorbehalten, so kann das Richten von Blechteilen mit Walzenrichtmaschinen schnell und einfach von jedermann erlernt werden.
Warum sollte nach dem Lasern, Plasmaschneiden oder Stanzen gerichtet werden?
Durch das Schneiden mittels thermischer Fertigungsverfahren wie Lasern, Autogen- und Plasma-schneiden wird am Schneidstrahl sehr viel Wärme in das Material eingebracht. Dadurch entstehen ein enormes Temperaturgefälle im Werkstoff und somit Spannungen und Aushärtungen an den Rändern. Dies führt dazu, dass die Teile/Bleche nach dem Schneiden Verzug aufweisen. Beim Stanzen wird das Teil zum einen durch den Stanzvorgang verformt. Weiterhin werden vorhandene innere Spannungen im Material freigesetzt.
Lassen sich alle Materialien richten?
Richtbar sind in der Regel alle Metalle mit einer Bruchdehnung von mindestens fünf Prozent und einer ausgeprägten Streckgrenze. Sind diese Werte nicht bekannt, kann man die Richteignung durch Richtversuche ermitteln. Als Faustregel gilt: Was biegbar ist, ist auch richtbar. |
|
